─ŻŠ▀ųŲū„╣ż╦ć┴„│╠Ż¼─Ńįņå߯┐
─ŻŠ▀ųŲū„╣ż╦ć┴„│╠Īż╩«Č■▓Įū▀Ż║
īÅłDĪ·éõ┴ŽĪ·╝ė╣żĪ·─Ż╝▄╝ė╣żĪ·─ŻąŠ╝ė╣żĪ·ļŖśO╝ė╣żĪ·─ŻŠ▀┴Ń╝■╝ė╣żĪ·Öz“×Ī·čb┼õĪ·’w─ŻĪ·įć─ŻĪ·╔·«a

Ī²Ī²Ī²Ī²Ī²Ī²ūóęŌ╩┬ĒŚĪ²Ī²Ī²Ī²Ī²Ī²
1. ─Ż╝▄╝ė╣żŻ║
1Ż® ┤“ŠÄ╠¢Ż║┤“ŠÄ╠¢ę¬Įyę╗Ż¼─ŻąŠę▓ę¬┤“╔ŽŠÄ╠¢Ż¼æ¬┼c─Ż╝▄╔ŽŠÄ╠¢ę╗ų┬▓óŪęĘĮŽ“ę╗ų┬Ż¼čb┼õĢrī”£╩╝┤┐╔▓╗ęū│÷ÕeĪŻ
2Ż® A/B░Õ╝ė╣żŻ©äėČ©─Ż┐“╝ė╣żŻ®Ż║
ó┘ A/B░Õ╝ė╣żæ¬▒ŻūC─Ż┐“Ą─ŲĮąąČ╚║═┤╣ų▒Č╚×ķ0.02mmŻ╗
ó┌ ŃŖ┤▓╝ė╣żŻ║┬▌Įz┐ūŻ¼▀\╦«┐ūŻ¼Ēößś┐ūŻ¼ÖCŠū┐ūŻ¼Ą╣ĮŪŻ╗
ó█ ŃQ╣ż╝ė╣żŻ║╣źč└Ż¼ą▐├½▀ģĪŻ
3Ż® ├µ░Õ╝ė╣żŻ║ŃŖ┤▓╝ė╣żńMÖCŠū┐ū╗“╝ė╣ż┴Žūņ┐ūĪŻ
4Ż® Ēößś╣╠Č©░Õ╝ė╣żŻ║Ēößś░Õ┼cB░Õė├╗žßś▀BĮYŻ¼B░Õ├µŽ“╔ŽŻ¼ė╔╔ŽČ°Ž┬Ń@Ēößś┐ūŻ¼Ēößś│┴Ņ^ąĶ░čĒößś░ÕĘ┤▀^üĒĄū▓┐Ž“╔ŽŻ¼ąŻš²Ż¼Ž╚ė├Ń@Ņ^┤ų╝ė╣żŻ¼į┘ė├ŃŖĄČŠ½╝ė╣żĄĮ╬╗Ż¼Ą╣ĮŪĪŻ
5Ż® Ąū░Õ╝ė╣żŻ║äØŠĆŻ¼ąŻš²Ż¼ńM┐ūŻ¼Ą╣ĮŪĪŻ
Ż©ūóŻ║ėąą®─ŻŠ▀ąĶÅŖ└ŁÅŖĒöĄ─ę¬╝ėū÷ÅŖ└ŁÅŖĒöÖCśŗŻ¼╚ńį┌Ēößś░Õ╔Ž╝ėŃ@┬▌Įz┐ūŻ®

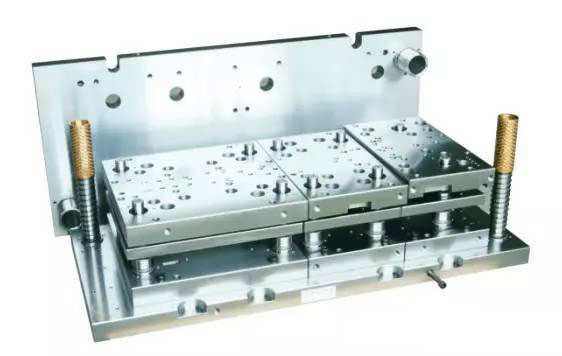
2. ─ŻąŠ╝ė╣żŻ║
1Ż®’w▀ģŻ©┤ų╝ė╣ż’w┴∙▀ģŻ®Ż║į┌ŃŖ┤▓╔Ž╝ė╣żŻ¼▒ŻūC┤╣ų▒Č╚║═ŲĮąąČ╚Ż¼┴¶─źėÓ┴┐1.2mmĪŻ
2Ż®┤ų─źŻ║┤¾╦«─ź╝ė╣żŻ¼Ž╚─ź┤¾├µŻ¼ė├┼·╦ŠŖAŠo─źąĪ├µŻ¼▒ŻūC┤╣ų▒Č╚║═ŲĮąąČ╚į┌0.05mmŻ¼┴¶ėÓ┴┐ļp▀ģ0.6-0.8mmĪŻ
3Ż®ŃŖ┤▓╝ė╣żŻ║Ž╚īóŃŖ┤▓ÖCŅ^ąŻš²Ż¼▒ŻūCį┌0.02mmų«ā╚Ż¼ąŻš²ē║Šo╣ż╝■Ż¼Ž╚╝ė╣ż┬▌Įz┐ūŻ¼Ēößś┐ūŻ¼┤®Įz┐ūŻ¼Ķéßś│┴Ņ^ķ_┤ųŻ¼ÖCŠū╗“┴ŽŠū┐ūŻ¼Ęų┴„ÕF┐ūĄ╣ĮŪį┘ū÷▀\╦«┐ūŻ¼ŃŖRĮŪĪŻ
4Ż®ŃQ╣ż╝ė╣żŻ║╣źč└Ż¼┤“ūų┤aĪŻ
5Ż®CNC┤ų╝ė╣ż
6Ż®¤ß╠Ä└ĒŻ║░l═Ō¤ß╠Ä└ĒHRC48-52ĪŻ
7Ż®Š½─źŻ║┤¾╦«─ź╝ė╣żų┴▒╚─Ż┐“žō0.04mmŻ¼▒ŻūCŲĮąąČ╚║═┤╣ų▒Č╚į┌0.02mmų«ā╚ĪŻ
8Ż®CNCŠ½╝ė╣ż
9Ż®ļŖ╗╗©╝ė╣ż
10Ż®╩Ī─ŻŻ║▒ŻūC╣ŌØŹČ╚Ż¼┐žųŲ║├ą═Ū╗│▀┤ńĪŻ

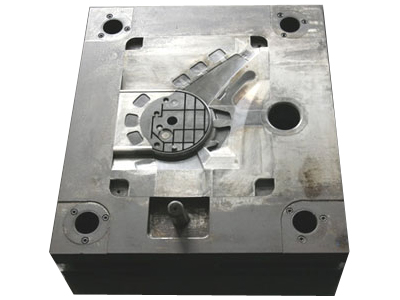
3. ─ŻŠ▀┴Ń╝■╝ė╣żŻ║
1Ż®╗¼ēK╝ė╣żŻ║
ó┘ ╩ūŽ╚ŃŖ┤▓┤ų╝ė╣ż┴∙├µ
ó┌ Š½─ź┴∙├µĄĮ│▀┤ńę¬Ū¾
ó█ ŃŖ┤▓┤ų╝ė╣żÆņ┼_
ó▄ Æņ┼_Š½─źĄĮ│▀┤ńę¬Ū¾▓ó┼c─Ż╝▄ąą╬╗╗¼┼õ
ó▌ ŃŖ┤▓╝ė╣żą▒├µŻ¼▒ŻūCą▒Č╚┼cē║ŠoēKę╗ų┬Ż¼┴¶ėÓ┴┐’w─Ż
ó▐ Ń@▀\╦«║═ą▒ī¦ūĪ┐ūŻ¼ą▒ī¦ų∙┐ū▒╚ī¦ų∙┤¾1║┴├ūŻ¼▓óĄ╣ĮŪŻ¼ą▒ī¦ų∙┐ūą▒Č╚æ¬▒╚╗¼ēKą▒├µą▒Č╚ąĪ2Č╚ĪŻą▒ī¦ų∙┐ūę▓┐╔ęįį┌’w║├─Ż║Ž╔Ž─Ż║¾┼c─Ż╝▄ę╗Ųį┘╝ė╣żŻ¼Ė∙ō■▓╗═¼Ą─ŪķørČ°Č©ĪŻ
2Ż®ē║ŠoēK╝ė╣ż
3Ż®Ęų┴„ÕFØ▓┐┌╠ū╝ė╣ż
4Ż®Ķé╝■╝ė╣ż



═¼ŅÉ╬─š┬┼┼ąą
- ūó╦▄─ŻŠ▀Ą─╚▒Ž▌╝░čaŠ╚ĘĮĘ©
- ╠ßĖ▀ø_ē║─ŻŠ▀─═ė├Č╚Ą─ÄūĘNĘĮĘ©
- ─ŻŠ▀į┌ųŲįņų«Ū░ąĶę¬┤_šJĄ─ąį─▄ėą──ą®Ż┐
- ─ŻŠ▀ųŲū„╣ż╦ć┴„│╠Ż¼─Ńįņå߯┐
ūŅą┬┘YėŹ╬─š┬
- ūó╦▄─ŻŠ▀Ą─╚▒Ž▌╝░čaŠ╚ĘĮĘ©
- ╠ßĖ▀ø_ē║─ŻŠ▀─═ė├Č╚Ą─ÄūĘNĘĮĘ©
- ĶTįņ─ŻŠ▀╬Õ┤¾│ŻęŖ╚▒Ž▌╝░ŲõĮŌøQĘĮ░Ė
- šJ£╩Ė▀Č╦Ų¹▄ć─ŻŠ▀«aśI ║Ž┴”┐Ų╝╝░l┴”▌p┴┐╗»
- ─ŻŠ▀ąąśI«aõNā╔═· Ų¹▄ć╦▄┴Ž─ŻŠ▀Ž¹┘M│╔ų„ī¦
- 2017─ŻŠ▀│╔ą╬čbéõ┼cŲ¹▄ć┴Ń▓┐╝■╝╝ąg║═╩ął÷ł¾ĖµĢ■┼e...
- Ų¹▄ć─ŻŠ▀Š┼┤¾ūāĖ’┌ģä▌
- ─ŻŠ▀į┌ųŲįņų«Ū░ąĶę¬┤_šJĄ─ąį─▄ėą──ą®Ż┐
- ─ŻŠ▀┘|┴┐▓Ņį§├┤▐k|╠ßĖ▀─ŻŠ▀┘|┴┐Ą─Äū┤¾▐kĘ©
- Ę└ų╣─ŻŠ▀├ōõNš█öÓĄ─ĘĮĘ©
