ĶTįņ─ŻŠ▀╬Õ┤¾│ŻęŖ╚▒Ž▌╝░ŲõĮŌøQĘĮ░Ė
į┌╚š│Ż╔·«a(ch©Żn)ū„śI(y©©)▀^│╠ųąŻ¼Įø(j©®ng)│ŻĢ■(hu©¼)│÷¼F(xi©żn)ę╗ą®▓╗┴╝ŲĘĪŻī”(du©¼)ė┌ĶTįņ─ŻŠ▀üĒšfŻ¼ę╗ą®╚▒Ž▌Ą─│÷¼F(xi©żn)ī¦(d©Żo)ų┬š¹╝■«a(ch©Żn)ŲĘ│÷¼F(xi©żn)Ķ”┤├╔§ų┴ł¾(b©żo)ÅUĪŻ─Ū├┤Ż¼«ö(d©Īng)╚▒Ž▌│÷¼F(xi©żn)Ą─Ģr(sh©¬)║“Ż¼╬ęéā?c©©)§śė╚źīżšęįŁę“▓óšęĄĮĮŌøQĘĮ░Ė─žŻ┐
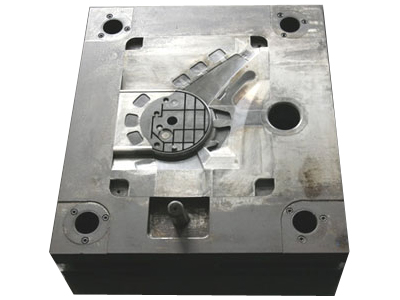
ĶTįņ─ŻŠ▀╬Õ┤¾│ŻęŖ╚▒Ž▌╝░ŲõĮŌøQĘĮ░Ė
╚▒Ž▌ę╗Ż║ĶTįņ┐s┐ū
ų„ę¬įŁę“ėą║ŽĮ─²╣╠╩š┐s«a(ch©Żn)╔·ĶTįņ┐s┐ū║═║ŽĮ╚▄ĮŌĢr(sh©¬)╬³╩š┴╦┤¾┴┐Ą─┐šÜŌųąĄ─č§ÜŌĪóĄ¬?d©▓)ŌĄ╚Ż¼║ŽĮ─²╣╠Ģr(sh©¬)Ę┼│÷ÜŌ¾wįņ│╔ĶTįņ┐s┐ūĪŻ
ĮŌøQĄ─▐kĘ©Ż║
1)Ę┼ų├ā”(ch©│)ĮŪ“ĪŻ
2)╝ė┤ųĶTĄ└Ą─ų▒ÅĮ╗“£pČ╠ĶTĄ└Ą─ķL(zh©Żng)Č╚ĪŻ
3)į÷╝ėĮī┘Ą─ė├┴┐ĪŻ
4)▓╔ė├Ž┬┴ąĘĮĘ©Ż¼Ę└ų╣ĮM┐Ś├µŽ“ĶTĄ└ĘĮŽ“│÷¼F(xi©żn)░╝Ž▌ĪŻ
a.į┌ĶTĄ└Ą─Ė∙▓┐Ę┼ų├└õģsĄ└ĪŻ
b.×ķĘ└ų╣ęč╚█╗»Ą─Įī┘┤╣ų▒ū▓ō¶ą═Ū╗Ż¼ĶTĄ└æ¬(y©®ng)│╔╗Īą╬ĪŻ
c.ą▒Ž“Ę┼ų├ĶTĄ└ĪŻ
╚▒Ž▌Č■Ż║ĶT╝■▒Ē├µ┤ų▓┌▓╗╣ŌØŹ╚▒Ž▌
ą═Ū╗▒Ē├µ┤ų▓┌║═╚█╗»Ą─Įī┘┼cą═Ū╗▒Ē├µ«a(ch©Żn)╔·┴╦╗»īW(xu©”)Ę┤æ¬(y©®ng)Ż¼ų„ę¬¾w¼F(xi©żn)│÷Ž┬┴ąŪķørĪŻ
1)░³┬±┴Ž┴Żūė┤ųŻ¼öć░Ķ║¾▓╗╝Ü(x©¼)─üĪŻ
2)░³┬±┴Ž╣╠╗»║¾ų▒ĮėĘ┼╚ļ├»ĖŻĀtųą▒║¤²Ż¼╦«Ęų▀^ČÓĪŻ
3)▒║¤²Ą─╔²£ž╦┘Č╚▀^┐ņŻ¼ą═Ū╗ųąĄ─▓╗═¼╬╗ų├«a(ch©Żn)╔·┼“├ø▓ŅŻ¼╩╣ą═Ū╗ā╚(n©©i)├µäā┬õĪŻ
4)▒║¤²Ą─ūŅĖ▀£žČ╚▀^Ė▀╗“▒║¤²Ģr(sh©¬)ķg▀^ķL(zh©Żng)Ż¼╩╣ą═Ū╗ā╚(n©©i)├µ▀^ė┌Ė╔į’Ą╚ĪŻ
5)Įī┘Ą─╚█╗»£žČ╚╗“ĶT╚”Ą─▒║¤²Ą─£žČ╚▀^Ė▀Ż¼╩╣Įī┘┼cą═Ū╗«a(ch©Żn)╔·Ę┤æ¬(y©®ng)Ż¼ĶT╝■▒Ē├µ¤²š│┴╦░³┬±┴ŽĪŻ
6)ĶTą═Ą─▒║¤²▓╗│õĘųŻ¼ęč╚█╗»Ą─Įī┘ĶT╚ļĢr(sh©¬)Ż¼ę²Ų░³┬±┴ŽĄ─ĘųĮŌŻ¼░l(f©Ī)╔·▌^ČÓĄ─ÜŌ¾wŻ¼į┌ĶT╝■▒Ē├µ«a(ch©Żn)╔·┬ķ³c(di©Żn)ĪŻ
7)╚█╗»Ą─Įī┘ĶT╚ļ║¾Ż¼įņ│╔ą═Ū╗ųąŠų▓┐Ą─£žČ╚▀^Ė▀Ż¼ĶT╝■▒Ē├µ«a(ch©Żn)╔·Šų▓┐Ą─┤ų▓┌ĪŻ
ĮŌøQĄ─▐kĘ©Ż║
a.▓╗ę¬▀^Č╚╚█╗»Įī┘ĪŻ
b.ĶTą═Ą─▒║¤²£žČ╚▓╗ę¬▀^Ė▀ĪŻ
c.ĶTą═Ą─▒║¤²£žČ╚▓╗ę¬▀^Ą═(┴ū╦ß¹}░³┬±┴ŽĄ─▒║¤²£žČ╚×ķ800Č╚-900Č╚)ĪŻ
d.▒▄├Ō░l(f©Ī)╔·ĮM┐Ś├µŽ“ĶTĄ└ĘĮŽ“│÷¼F(xi©żn)░╝Ž▌Ą─¼F(xi©żn)Ž¾ĪŻ
e.į┌Ž×ą═╔Ž═┐▓╝Ę└ų╣¤²š│Ą─ę║¾wĪŻ
╚▒Ž▌╚²Ż║ĶT╝■░l(f©Ī)╔·²ö┴č╚▒Ž▌
ėąā╔┤¾įŁę“Ż¼ę╗╩Ū═©│Żę“įō╠ÄĄ─Įī┘─²╣╠▀^┐ņŻ¼«a(ch©Żn)╔·ĶTįņ╚▒Ž▌(Įė┐p);Č■╩Ūę“Ė▀£ž«a(ch©Żn)╔·Ą─²ö┴čĪŻ
1)ī”(du©¼)ė┌Įī┘─²╣╠▀^┐ņŻ¼«a(ch©Żn)╔·Ą─ĶTįņĮė┐pŻ¼┐╔ęį═©▀^┐žųŲĶT╚ļĢr(sh©¬)ķg║═─²╣╠Ģr(sh©¬)ķgüĒĮŌøQĪŻĶT╚ļĢr(sh©¬)ķgĄ─ŽÓĻP(gu©Īn)ę“╦žŻ║Ž×ą═Ą─ą╬ĀŅĪŻĶTĄĮĄ─┤ų╝Ü(x©¼)öĄ(sh©┤)┴┐ĪŻĶTįņē║┴”(ĶTįņÖC(j©®))ĪŻ░³┬±┴ŽĄ─═ĖÜŌąįĪŻ─²╣╠Ģr(sh©¬)ķgĄ─ŽÓĻP(gu©Īn)ę“╦žŻ║Ž×ą═Ą─ą╬ĀŅĪŻĶT╚”Ą─ūŅĖ▀▒║¤²£žČ╚ĪŻ░³┬±┴ŽĄ─ŅÉą═ĪŻĮī┘Ą─ŅÉą═ĪŻĶTįņĄ─£žČ╚ĪŻ
2)ę“Ė▀£ž«a(ch©Żn)╔·Ą─²ö┴čŻ¼┼cĮī┘╝░░³┬±┴ŽĄ─ÖC(j©®)ąĄąį─▄ėąĻP(gu©Īn)ĪŻŽ┬┴ąŪķøręū«a(ch©Żn)╔·²ö┴čŻ║ĶT╚ļ£žČ╚Ė▀ęū«a(ch©Żn)╔·²ö┴č;ÅŖ(qi©óng)Č╚Ė▀Ą─░³┬±┴Žęū«a(ch©Żn)╔·²ö┴č;čė╔ņąįąĪĄ─µć?y©ón)ė║ŽĮ╝░ŌÆ└ė║ŽĮęū«a(ch©Żn)╔·²ö┴čĪŻ
ĮŌøQĄ─▐kĘ©Ż║
╩╣ė├ÅŖ(qi©óng)Č╚Ą═Ą─░³┬±┴Ž;▒M┴┐ĮĄĄ═Įī┘Ą─ĶT╚ļ£žČ╚;▓╗╩╣ė├čėš╣ąįąĪĄ─ĪŻ▌^┤ÓĄ─║ŽĮĪŻ
╚▒Ž▌╦─Ż║Ū“ĀŅ═╗Ų╚▒Ž▌
ų„ę¬╩Ū░³┬±┴Žš{(di©żo)║═║¾Üł┴¶Ą─┐šÜŌ(ÜŌ┼▌)═Ż┴¶į┌Ž×ą═Ą─▒Ē├µČ°įņ│╔ĪŻ
1)šµ┐šš{(di©żo)║═░³┬±┴ŽŻ¼▓╔ė├šµ┐š░³┬±║¾ą¦╣¹Ė³║├ĪŻ
2)░³┬±Ū░į┌Ž×ą═Ą─▒Ē├µćŖ╔õĮń├µ╗Ņąįä®(└²╚ń╚š▀M(j©¼n)╣½╦ŠĄ─castmate)
3)Ž╚░č░³┬±┴Ž═┐▓╝į┌Ž×ą═╔ŽĪŻ
4)▓╔ė├╝ėē║░³┬±Ą─ĘĮĘ©Ż¼öD│÷ÜŌ┼▌ĪŻ
5)░³┬±Ģr(sh©¬)┴¶ęŌŽ×ą═Ą─ĘĮŽ“Ż¼Ž×ą═┼cĶTĄ└▀BĮė╠ÄĄ─Ž┬ĘĮ▓╗ę¬ėą░╝Ž▌ĪŻ
6)Ę└ų╣░³┬±Ģr(sh©¬)╗ņ╚ļÜŌ┼▌ĪŻĶT╚”┼cĶTū∙ĪŻŠÅø_╝łŠ∙ąĶ├▄║Ž;ąĶčžĶT╚”ā╚(n©©i)▒┌╣Óūó░³┬±┴Ž(╩╣ė├š╩ÄÖC(j©®))ĪŻ
7)╣ÓØMĶT╚”║¾▓╗Ą├į┘š╩ÄĪŻ
╚▒Ž▌╬ÕŻ║ĶT╝■Ą─’w▀ģ╚▒Ž▌
ų„ę¬╩Ūę“ĶT╚”²ö┴čŻ¼╚█╗»Ą─Įī┘┴„╚ļą═Ū╗Ą─┴č╝yųąĪŻ
ĮŌøQĄ─▐kĘ©Ż║
1)Ė─ūā░³┬±Śl╝■Ż║╩╣ė├ÅŖ(qi©óng)Č╚▌^Ė▀Ą─░³┬±┴ŽĪŻ╩»ĖÓŅÉ░³┬±┴ŽĄ─ÅŖ(qi©óng)Č╚Ą═ė┌┴ū╦ß¹}ŅÉ░³┬±┴ŽŻ¼╣╩╩╣ė├Ģr(sh©¬)æ¬(y©®ng)ųö(j©½n)╔„ĪŻ▒M┴┐╩╣ė├ėą╚”ĶTįņĪŻ¤o╚”ĶTįņĢr(sh©¬)Ż¼ĶT╚”ęū«a(ch©Żn)╔·²ö┴čŻ¼╣╩ąĶūóĪŻ
2)▒║¤²Ą─Śl╝■Ż║╬į┌░³┬±┴Ž╣╠╗»║¾ų▒Įė▒║¤²(æ¬(y©®ng)į┌öĄ(sh©┤)ąĪĢr(sh©¬)║¾į┘▒║¤²)ĪŻæ¬(y©®ng)ŠÅŠÅĄ─╔²£žĪŻ▒║¤²║¾┴ó╝┤ĶTįņŻ¼╬ųžÅ═(f©┤)▒║¤²ĶT╚”ĪŻ
═Ų╦]«a(ch©Żn)ŲĘ



═¼ŅÉ╬─š┬┼┼ąą
- ĶTįņ─ŻŠ▀╬Õ┤¾│ŻęŖ╚▒Ž▌╝░ŲõĮŌøQĘĮ░Ė
- ─ŻŠ▀┘|(zh©¼)┴┐▓Ņį§├┤▐k|╠ßĖ▀─ŻŠ▀┘|(zh©¼)┴┐Ą─Äū┤¾▐kĘ©
- Ę└ų╣─ŻŠ▀├ōõNš█öÓĄ─ĘĮĘ©
ūŅą┬┘YėŹ╬─š┬
- ūó╦▄─ŻŠ▀Ą─╚▒Ž▌╝░ča(b©│)Š╚ĘĮĘ©
- ╠ßĖ▀ø_ē║─ŻŠ▀─═ė├Č╚Ą─ÄūĘNĘĮĘ©
- ĶTįņ─ŻŠ▀╬Õ┤¾│ŻęŖ╚▒Ž▌╝░ŲõĮŌøQĘĮ░Ė
- šJ(r©©n)£╩(zh©│n)Ė▀Č╦Ų¹▄ć─ŻŠ▀«a(ch©Żn)śI(y©©) ║Ž┴”┐Ų╝╝░l(f©Ī)┴”▌p┴┐╗»
- ─ŻŠ▀ąąśI(y©©)«a(ch©Żn)õNā╔═· Ų¹▄ć╦▄┴Ž─ŻŠ▀Ž¹┘M(f©©i)│╔ų„ī¦(d©Żo)
- 2017─ŻŠ▀│╔ą╬čbéõ┼cŲ¹▄ć┴Ń▓┐╝■╝╝ąg(sh©┤)║═╩ął÷(ch©Żng)ł¾(b©żo)ĖµĢ■(hu©¼)┼e...
- Ų¹▄ć─ŻŠ▀Š┼┤¾ūāĖ’┌ģä▌(sh©¼)
- ─ŻŠ▀į┌ųŲįņų«Ū░ąĶę¬┤_šJ(r©©n)Ą─ąį─▄ėą──ą®Ż┐
- ─ŻŠ▀┘|(zh©¼)┴┐▓Ņį§├┤▐k|╠ßĖ▀─ŻŠ▀┘|(zh©¼)┴┐Ą─Äū┤¾▐kĘ©
- Ę└ų╣─ŻŠ▀├ōõNš█öÓĄ─ĘĮĘ©
